In the food processing industry, especially in flour milling, ensuring product purity is of paramount importance. Flour must be carefully screened to remove any contaminants and impurities that could affect both the quality of the final product and consumer safety.
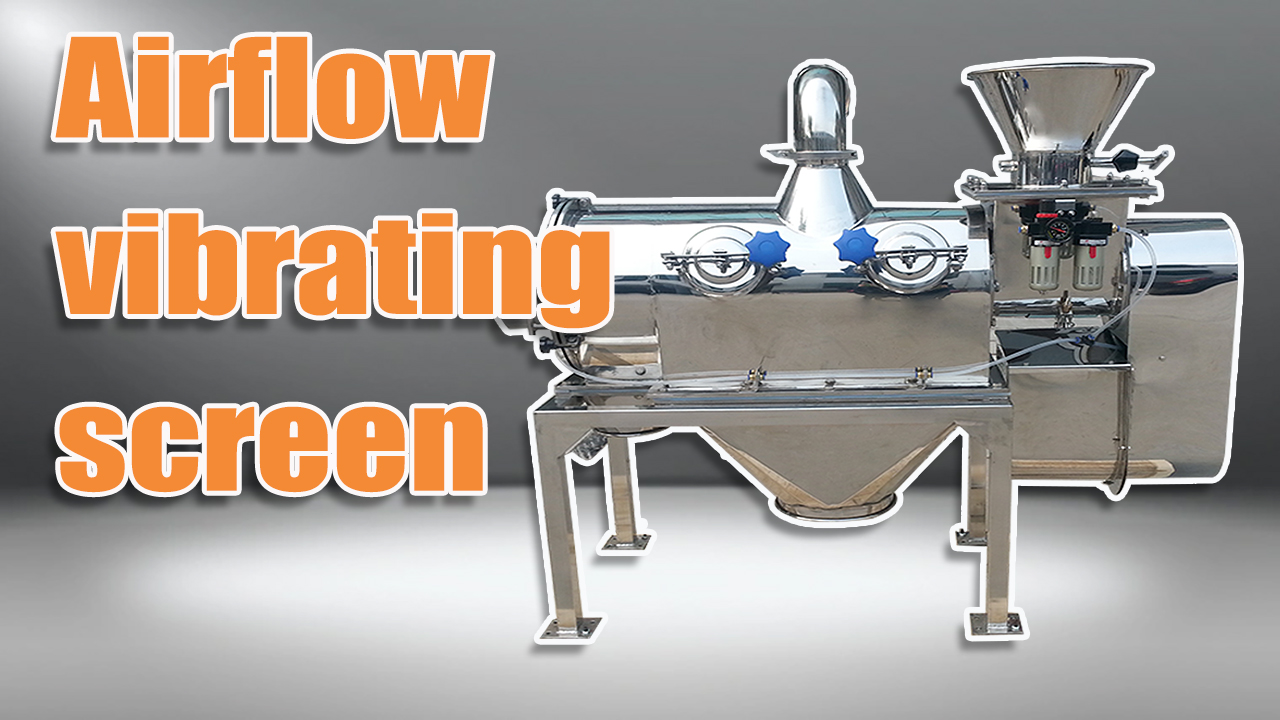
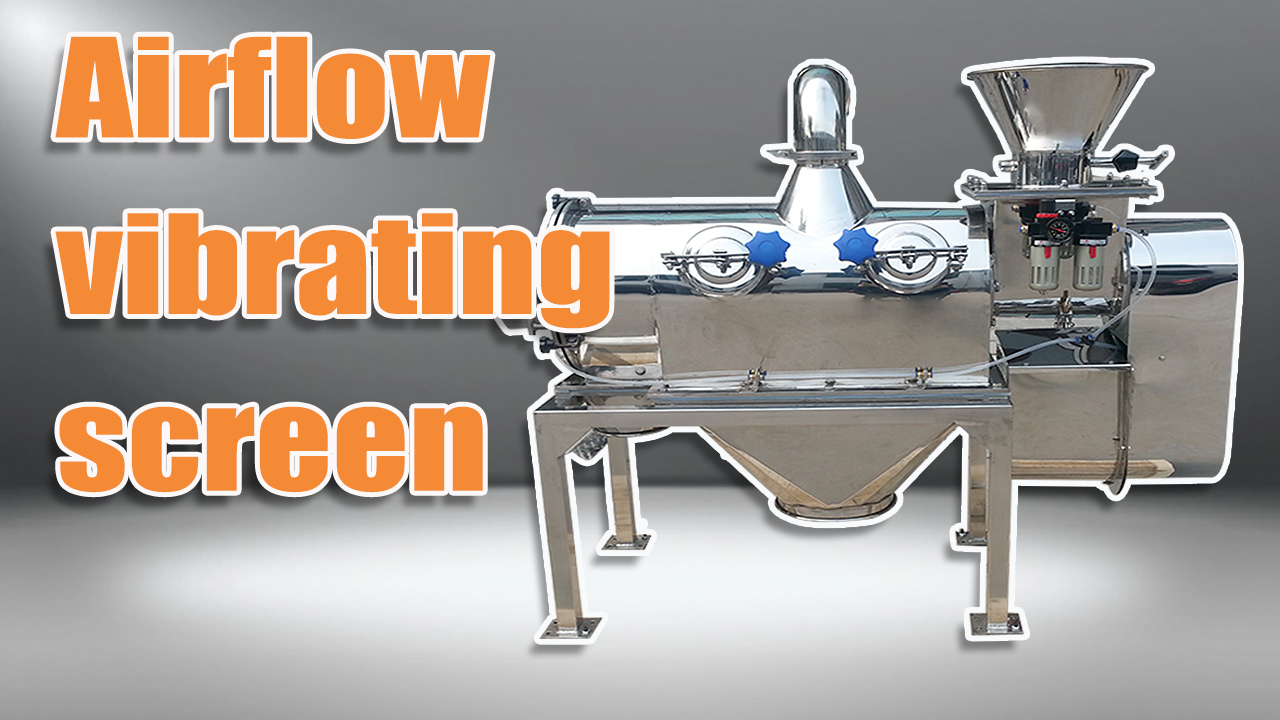
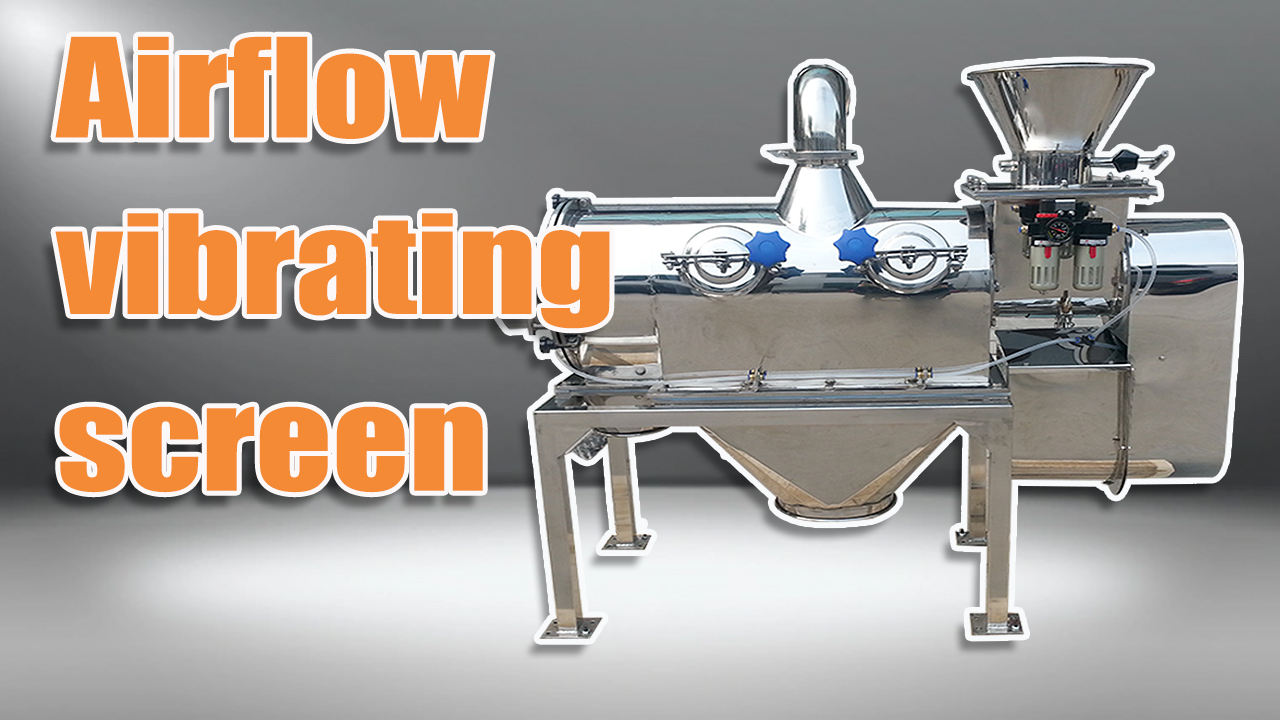
The airflow vibrating screen is the ideal solution for this task, offering precise and efficient screening that adheres to strict food-grade production standards. This technology is particularly valuable in environments where hygiene, efficiency, and product quality are top priorities.
The Role of Airflow Vibrating Screens in Flour Screening
Flour, as a fine powder, can easily become contaminated with foreign materials during the milling and packaging process. Conventional screening methods may fail to adequately separate these impurities, or they may cause damage to the fragile flour particles themselves.
The airflow vibrating screen addresses these challenges by utilizing a combination of vibrating and high-speed airflow. This dual-action ensures that the flour is screened effectively while maintaining its integrity, and it also prevents the screen mesh from becoming clogged by fine particles.
Key Benefits of Airflow Vibrating Screens for Flour Screening
1. Easy Cleaning and Maintenance
One of the standout features of the airflow vibrating screen is its easy-to-clean design. The equipment is engineered to minimize buildup and residue, which is especially important in food production environments. The screen mesh is easily accessible and can be cleaned thoroughly, ensuring that there is no contamination between different production batches. This makes the airflow vibrating screen a highly convenient option for companies that need to switch between different flour types or other materials frequently.
2. Suitable for Multi-Product, Small-Batch Screening
Modern food production often involves working with a wide variety of materials in small quantities. Airflow vibrating screens are designed to handle these multi-product, small-batch tasks with ease. Whether it's processing different types of flour, grains, or other fine powders, the equipment can be quickly adjusted to accommodate different materials without extensive downtime, making it perfect for versatile production lines.
3. Prevents Cross-Contamination of Materials
Preventing cross-contamination between batches is a critical concern in the food industry. With its automated cleaning function and isolated airflow system, the airflow vibrating screen effectively minimizes the risk of material mixing or contamination. The continuous airflow prevents particles from sticking to the mesh, and the easy-to-clean nature of the device ensures that no residual material from one batch is left behind when switching to a new one.
4. Self-Cleaning Feature for Longer Operational Time
The screen mesh benefits from the constant airflow, which helps to dislodge any fine particles that may attempt to clog the mesh. This self-cleaning effect significantly reduces maintenance time and allows the machine to operate for extended periods without interruption. As a result, the airflow vibrating screen is highly efficient for continuous production lines, requiring less frequent downtime for cleaning.
5. Food-Grade Production Compliance
For food manufacturers, it is essential that the equipment complies with food-grade production standards. The airflow vibrating screen is designed to meet these strict regulations, ensuring that no harmful contaminants come into contact with the flour or other materials being processed. This makes it the perfect choice for food production environments where cleanliness, safety, and hygiene are non-negotiable.
6. High Screening Efficiency with Low Energy Consumption
Despite its high efficiency, the airflow vibrating screen consumes minimal energy compared to traditional screening equipment. Its design ensures that flour is processed quickly and effectively, while its energy-efficient operation helps reduce operational costs and environmental impact.
Versatility in Flour Processing
While primarily used for flour screening, the airflow vibrating screen can be applied to a wide range of food-grade powders, including:
Wheat flour, corn flour, and rice flour
Starches and other powdered food ingredients
Food additives, such as baking powder or powdered milk
Various fine powders used in the pharmaceutical and cosmetic industries
This versatility makes the airflow vibrating screen a key piece of equipment for many production lines that require precision and purity in their materials.