The Airflow vibrating screen has emerged as an essential tool in industries that require the precise screening and separation of fine powders, particularly in the pharmaceutical, food, and chemical industries. One of its key applications is the screening of lactose powder, which requires high purity and efficient separation to ensure product quality. The Airflow Vibrating Screen combines advanced technology, continuous operation, and reliable performance to meet these demanding requirements.
How the Airflow Vibrating Screen Works
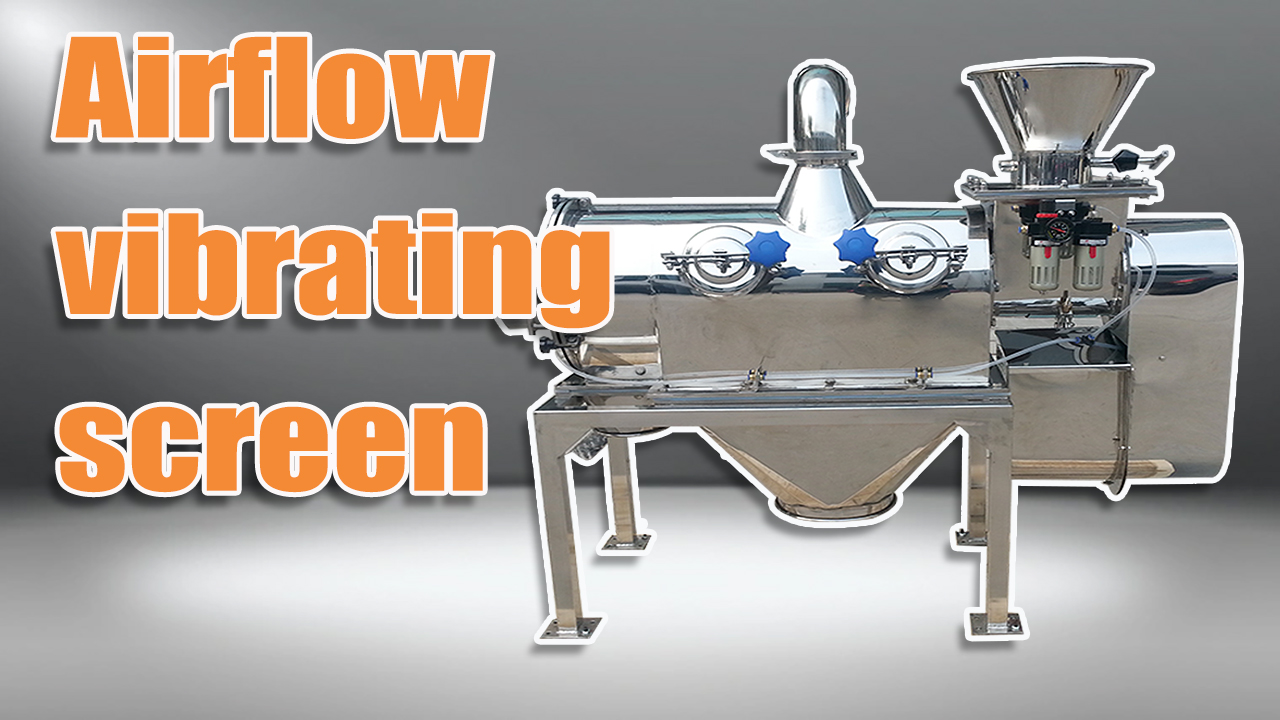
The working principle of the Airflow Vibrating Screen involves a combination of mechanical vibration and airflow dynamics. The material, in this case, lactose powder, first enters the machine via a spiral conveying system, where it is then mixed with air. This air flow helps to atomize and fluidize the powder, preparing it for efficient screening.
Once mixed with the air, the powder enters a cylindrical screen drum where it encounters an air turbine (fan wheel) inside the drum. The turbine generates both centrifugal force and cyclonic thrust, which pushes the material through the mesh of the screen. This action forces the fine particles to pass through the screen, while the larger, non-passing particles are directed to the outer wall of the drum.
The screening process results in two distinct material flows:
Fine material that passes through the mesh is collected and expelled through the fine material outlet.
Larger particles or those that cannot pass through the mesh are pushed to the outer wall of the drum and then exit through the coarse material outlet.
This dual-output system ensures high-efficiency separation of fine and coarse particles, improving the overall performance and throughput of the screening process.
Key Advantages of the Airflow Vibrating Screen for Lactose Powder
Continuous and Long-Term Operation
One of the greatest advantages of the Airflow Vibrating Screen is its ability to operate continuously over extended periods. In high-volume production environments, such as pharmaceutical or food-grade lactose processing, the ability to run the machine for long hours without interruption is crucial. The screen operates efficiently and reliably, even during prolonged runs, without sacrificing performance. This is especially important for maintaining consistent product quality while meeting high production demands.
Reliable and Safe Operation
The Airflow Vibrating Screen is designed with safety and reliability in mind. The integration of airflow with mechanical vibration ensures that the screening process occurs gently, reducing wear on both the equipment and the material. Additionally, the machine’s reliable operation minimizes the risk of downtime and damage, making it a trusted solution for industries where consistency and uptime are critical.
Efficient Separation and High Purity
The combination of centrifugal force and cyclonic airflow provides efficient separation of materials with high precision, making the Airflow Vibrating Screen ideal for separating lactose powder into fine and coarse fractions. The system’s ability to remove impurities and achieve high-purity separation ensures that the final product is of the highest quality, meeting the strictest industry standards. This is particularly important in sectors such as pharmaceuticals and food processing, where contamination or inconsistency can have significant consequences.
Prevention of Cross-Contamination
One of the unique features of the Airflow Vibrating Screen is its ability to prevent cross-contamination during the screening process. The machine is specifically designed to ensure that different materials do not mix, even when handling large batches of lactose powder. This is achieved by maintaining separate material flow paths for fine and coarse particles. Such segregation eliminates the risk of cross-contamination between different batches, ensuring the integrity of the product, especially in industries where cleanliness and purity are paramount.
Gentle Handling of Delicate Materials
The Airflow Vibrating Screen’s use of airflow dynamics for material fluidization allows for the gentle handling of delicate powders like lactose, which can easily be damaged or altered by traditional mechanical screening methods. The controlled airflow and centrifugal forces create a non-invasive screening process, preventing damage to the material while still achieving effective separation. This is especially crucial in preserving the physical properties of sensitive materials such as lactose powder, which may be used in pharmaceuticals or baby food products.
Applications of the Airflow Vibrating Screen
The Airflow Vibrating Screen is widely used in industries where the screening of fine powders is essential for product quality and safety. Some common applications include:
Pharmaceutical Industry: Ensuring purity in lactose and other excipients used in drug formulations.
Food Processing: Screening food-grade powders, such as lactose, to remove contaminants and achieve consistent texture.
Chemical Industry: Separating fine powders in the production of various chemical products.
Nutraceuticals and Cosmetics: Purifying ingredients to ensure high-quality end products.
In each of these industries, maintaining high material purity, separation efficiency, and preventing contamination are critical factors for product safety and quality. The Airflow Vibrating Screen excels in meeting these requirements.