In modern food processing, particularly in the production of corn starch, maintaining high product purity while ensuring efficient, uninterrupted production is essential. Impurities such as fibers, lumps, or foreign materials can compromise the quality of the final product and lead to costly production delays or recalls. To address these challenges, the Dual Vibration Source Screen offers a smart, energy-efficient, and fully automated solution for continuous, high-precision screening.
Why Corn Starch Needs Reliable Screening
Corn starch is a fine, powdery substance used widely in the food, pharmaceutical, paper, and chemical industries. Its fine texture and bulk handling requirements mean that even tiny amounts of contaminants or clumps can affect its usability and marketability. Standard screening equipment often struggles with long production cycles, energy consumption, or contamination control—especially in high-throughput environments.
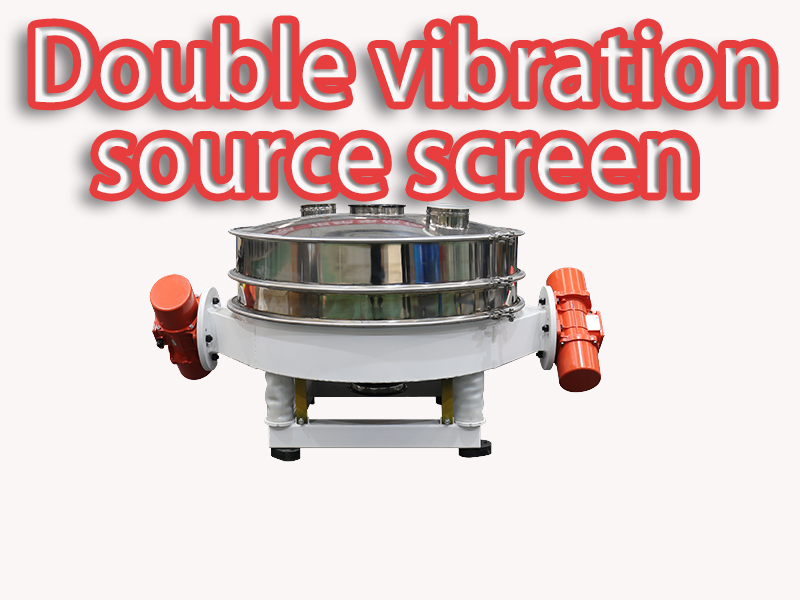
The Dual Vibration Source Screen, however, is designed specifically to meet these demands through a unique combination of dual-motor drive, linear discharge design, and fully enclosed operation.
Working Principle: Two Motors, One Goal – Continuous Purity
This screening system is powered by dual vibration sources, strategically positioned to produce strong, balanced vibrations. These vibrations create a highly efficient material flow across the screen surface, enhancing the separation of unwanted impurities from the usable corn starch.
Here’s how it works:
Center Inlet, Direct Discharge
Corn starch is fed into the center of the screen surface. The dual vibration motors create a powerful, uniform force that drives the material rapidly across the mesh.High-Speed Impurity Separation
As the product moves, unwanted particles (such as fibrous residues, lumps, or foreign debris) are separated efficiently through the mesh layers. This removes contaminants without disturbing the starch flow, ensuring consistent output quality.Automated Discharge System
Clean product is directly discharged through the lower outlet, while impurities are routed through a separate discharge port. This allows for unattended, fully automated operation.
Key Advantages of the Dual Vibration Source Screen
Seamless Integration into Production Lines
With its inline discharge structure, this screen can be easily connected directly to existing production lines, reducing manual handling and streamlining workflow.24/7 Continuous Operation
Built for industrial productivity, the machine supports round-the-clock operation, making it ideal for high-volume starch production environments.Energy-Efficient Design
Despite its powerful performance, the dual vibration source system is optimized for low energy consumption, reducing operational costs while maintaining throughput.High Screening Efficiency
The vibration pattern ensures maximum contact between material and screen, improving impurity removal efficiency even with fine powders like corn starch.Superior Sealing – No Leakage, No Dust
The unit features a tightly sealed structure, preventing:Liquid leakage during wet processes
Dust emissions, which can contaminate production environments or cause health hazards
Ideal for Both Dry and Wet Screening
Its leak-proof construction makes it suitable for liquid-solid separation, further expanding its utility in the starch industry.Compact and Easy to Maintain
The machine’s compact design allows for easy installation, while its simplified structure minimizes maintenance and downtime.
Applications Beyond Corn Starch
While optimized for corn starch, the Dual Vibration Source Screen is also suitable for a wide variety of materials in food and industrial applications, including:
Wheat starch
Rice flour
Milk powder
Soy protein
Chemical powders
Ceramic slurries
Its flexible, high-performance design makes it an excellent choice for any production line requiring continuous, high-purity screening.