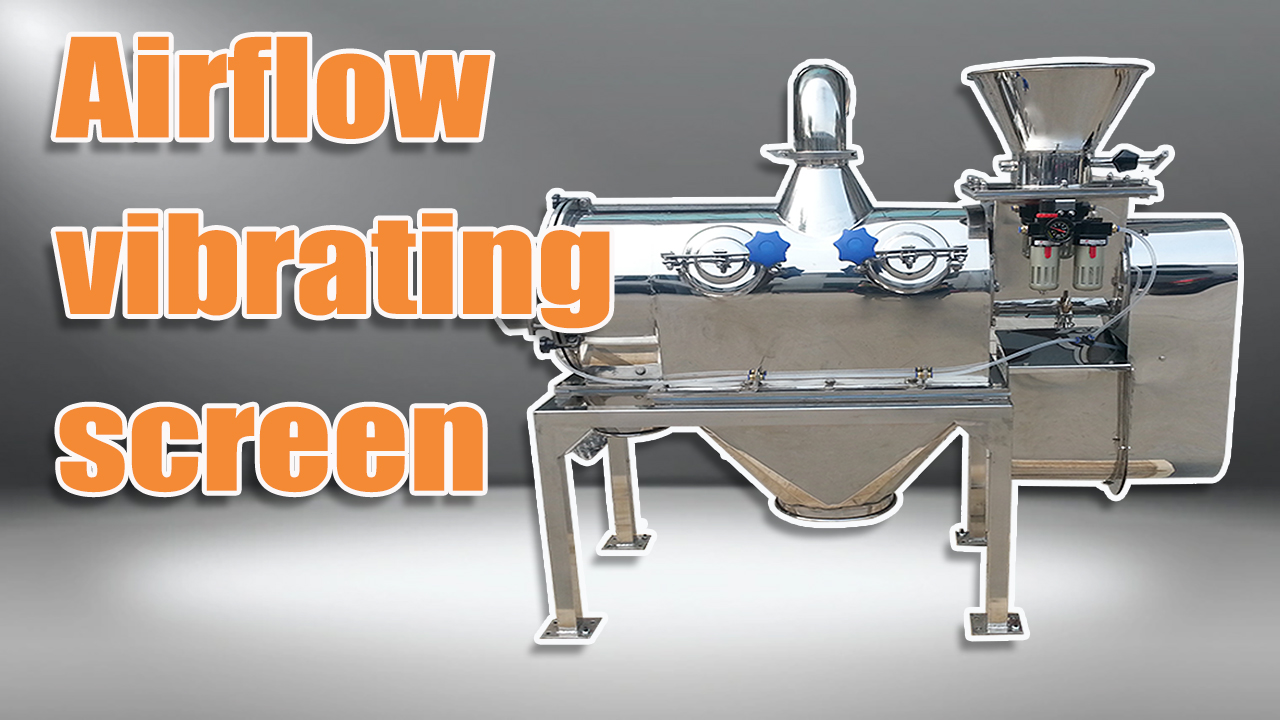
The Airflow vibrating screen is a revolutionary piece of equipment designed for industries that require high-precision screening of ultra-light, fine, and fibrous materials. Its primary application in the screening of pigment powders has made it a critical tool in industries where purity and fine material separation are crucial. This screening technology is specially designed to handle materials that are difficult to process with conventional vibrating screens, offering superior performance and efficiency.
Key Features of the Airflow Vibrating Screen
Effective Screening of Ultra-Light and Fibrous Materials
One of the key advantages of the Airflow Vibrating Screen is its ability to handle ultra-light and fibrous materials. These types of materials, such as pigment powders, are often very fine, lightweight, and prone to clumping. The Airflow Vibrating Screen uses a unique airflow mechanism to fluidize and move the material, ensuring even the finest powders are evenly screened without material loss or contamination. This feature is particularly beneficial for industries that require high-quality, consistent separation of materials.
Increased Material Purity
In industries like pigment production, where product quality is of utmost importance, the Airflow Vibrating Screen helps significantly increase the purity of the material. By utilizing airflow, the screen effectively removes unwanted particles and contaminants, ensuring a higher level of purity in the final product. This feature is vital in applications like paint manufacturing, where strict control over color consistency and particle size distribution is required.
Disintegration of False Agglomerates
Another standout feature of the Airflow Vibrating Screen is its ability to break up false agglomerates. Materials such as pigment powders, fibers, or other lightweight substances often form lumps or clumps during storage or transport. The airflow system incorporated into the vibrating screen gently breaks up these agglomerates, restoring the material to its free-flowing state. This function maximizes efficiency and minimizes product loss, which is essential for achieving high-quality outputs.
Gentle, Non-Damaging Screening Mechanism
The Airflow Vibrating Screen employs an advanced screening mechanism that ensures delicate materials are handled with care. Unlike traditional vibrating screens that can exert excessive mechanical force, potentially damaging fine powders or fibers, the Airflow Vibrating Screen uses a combination of vibration and air movement to separate materials in a gentler and more effective way. This design ensures that the integrity of the material is maintained, while also enhancing screening efficiency.
Applications Across Industries
The Airflow Vibrating Screen is widely used across various industries where fine, lightweight, and fibrous materials are processed. Its applications include:
Pigment manufacturing: Ensuring high-purity pigment powders for paint and color production.
Pharmaceuticals: Efficient separation of active ingredients and excipients in drug manufacturing.
Food processing: Screening of fine powders and ingredients with minimal contamination.
Chemical production: Handling fine, fibrous, or sticky substances that require high-purity separation.
The ability to handle ultra-light and fibrous materials makes the Airflow Vibrating Screen particularly valuable in industries where product purity and efficient processing are top priorities.