In industries where material purity is crucial—such as chemicals, pharmaceuticals, and advanced manufacturing—the ability to efficiently screen and purify powders plays a vital role. Magnesium carbonate, widely used for industrial, pharmaceutical, and food-grade applications, must meet strict quality standards, free from contaminants and impurities.
To achieve this, the Airflow vibrating screen emerges as a highly effective and specialized solution, designed to deliver precise separation, superior purity, and optimized operational efficiency.
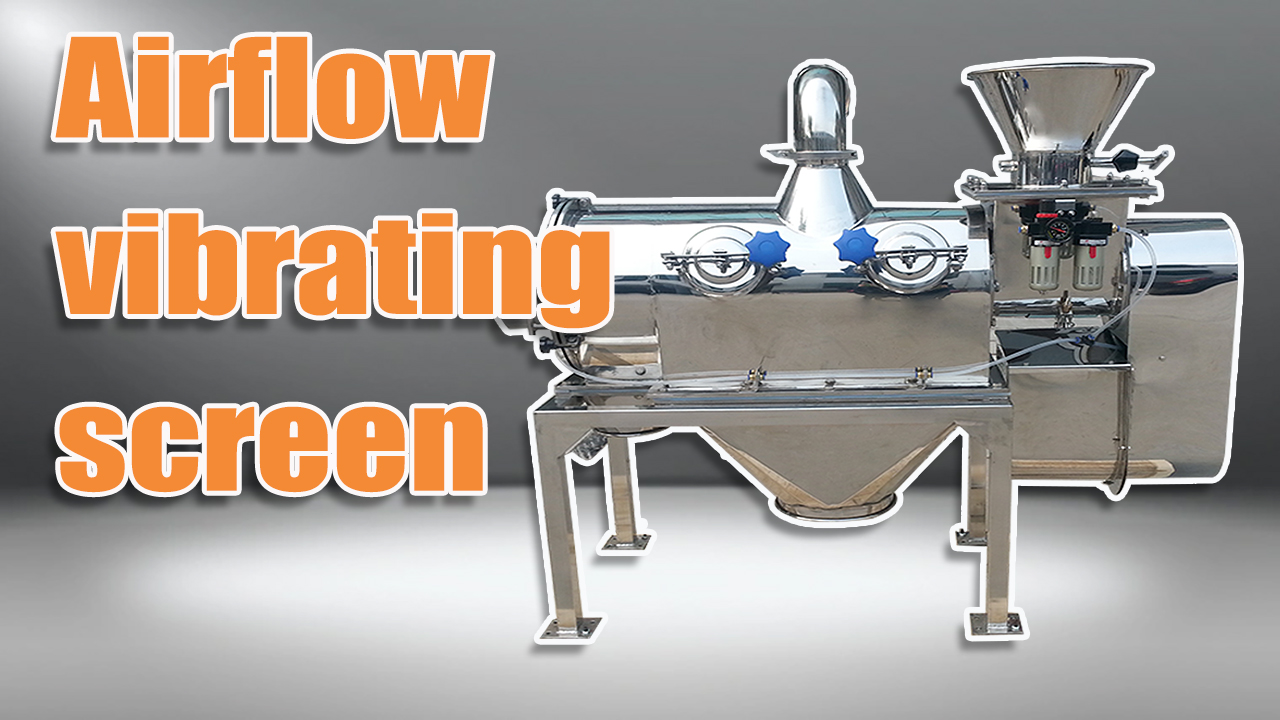
The Role of Airflow Vibrating Screens in Magnesium Carbonate Processing
Screening magnesium carbonate presents unique challenges. Due to its powdery, lightweight nature and the tendency of certain grades to form pseudo-agglomerates, traditional screening equipment often falls short, leading to inefficient separation and potential contamination.
The airflow vibrating screen addresses these challenges by combining high-speed airflow with a vibrating screen surface. This hybrid action not only facilitates gentle, efficient screening but also actively disperses loosely bonded or clumped materials during the process, ensuring accurate particle separation and impurity removal.
Key Advantages of Airflow Vibrating Screens
1. Long Service Life of the Screen Mesh
A major advantage of airflow vibrating screens is the extended service life of the screen mesh. Unlike conventional vibratory sieves that are subjected to heavy mechanical stress, the airflow system reduces direct contact and impact forces on the screen. This ensures longer intervals between maintenance, fewer replacements, and reduced operational costs.
2. Easy Cleaning and Maintenance
The design of the airflow vibrating screen allows for easy disassembly and cleaning, making it ideal for industries that require frequent material changes. This feature is especially critical in chemical and pharmaceutical sectors, where cross-contamination between different batches must be avoided at all costs.
3. Perfect for Multi-Product, Small-Batch Screening
Modern production environments often require flexible solutions capable of handling multiple materials in small batch sizes. The airflow vibrating screen is particularly suited for such tasks, offering quick changeovers and consistent screening results without the need for extensive equipment downtime.
4. Minimized Risk of Cross-Contamination
Due to its straightforward cleaning process and isolated material flow design, the airflow vibrating screen significantly reduces the risk of material cross-contamination. This is essential for maintaining the purity of sensitive products like pharmaceutical-grade magnesium carbonate or food additives.
5. Re-Degglomeration of Pseudo-Clumped Materials
One of the unique strengths of the airflow vibrating screen is its ability to re-disperse pseudo-agglomerated materials. The high-speed airflow within the system breaks apart weak clumps without damaging the primary particles, ensuring a smooth and even screening process. This functionality guarantees a higher-quality final product with consistent particle size and purity.
Applications Beyond Magnesium Carbonate
While magnesium carbonate screening is a core application, the airflow vibrating screen is also highly effective for many other fine powder materials, including:
Pharmaceutical powders
Food-grade starches
Chemical additives
Fine resins
Lightweight metallic powders
Its versatility makes it an indispensable asset for industries requiring strict material quality control.